
医疗机械加工
当今医疗器械中的元件必须在严格的规格和成本参数范围内制造。加工过程需要深厚的技术专长,才能在高度专业化的设备上成功设计、生产和管理生产运行。TE 拥有广泛的加工能力,旨在提高生产控制能力和效率。
机械加工技术的进步使高精度、微型零件的生产成为可能。 TE 提供内部加工工艺,可满足客户的全面制造需求:
CNC 瑞士式机床
具有附加功能的复杂零件(例如十字孔或铣削平面)需要旋转刀具进行单机生产。TE 使用带旋转刀具的慢进给瑞士型车床来制造这些小而短的零件。虽然一些传统的数控车床可以执行旋转刀具操作,但 TE 瑞士车床的独特设计可以更精确地完成这项工作。
我们的瑞士车床能够非常接近切削刀具支撑衬套,从而最大限度提高刚性并最大限度减少偏差。如果需要进一步的支撑,可以部署第二个副主轴,以在加工过程中增加截面的刚度和稳定性。


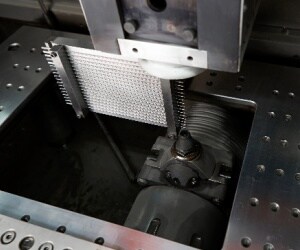
CNC 电火花加工 (EDM)
使用传统加工方法很难生产具有严格公差的薄壁精密零件。TE 使用 EDM 对任何导电材料(包括合金或硬质材料)进行精细、无毛刺的切割,无需软化或热处理。我们先进的非接触式工艺有助于消除复杂轮廓、空腔和复杂特征几何形状的损坏风险。在我们的数控电火花加工机上以可重复的精度生产的零件可实现超精细的表面光洁度和近乎完美的垂直度。适用于 EDM 的材料包括不锈钢、镍钛合金、钛、哈氏合金®、铬镍铁合金® 和可伐® 合金。
TE 在生产过程中利用专有夹具来进行极小直径(低至 Ø0.001″ [0.0254 mm])和极短长度 (<0.005″ [0.127 mm]) 的切割。对于大多数线材和沉降片 EDM 应用,精度可以保持在 ±0.001″ (0.0254 mm)。±0.002″ (0.0508 mm) 的公差适用于具有更复杂几何形状的沉降片 EDM 应用。

多轴铣削
将实心毛坯材料转换为复杂的小零件需要从多个角度进行加工,以适应拐角、半径、孔、凹槽、轮廓和型材需求。TE 的多轴铣削工艺可在一次操作中创建复杂的零件,以提高效率并降低特征之间的差异风险。通过多轴铣削生产的零件具有严格的特征公差,无论是单独还是相互关联。TE 提供卧式和立式铣削解决方案,具有 3 轴、4 轴和 5 轴功能。垂直多轴铣削支持从零件内的任何角度进行加工,并可以在零件表面生成复杂的轮廓。卧式多轴铣削非常适合大批量生产,因为多个零件可以同时运行。
