放热接地连接器
- AMP
- AMPWeld
产品特性
-
产品供货情况 : 美洲
-
安装技术 : 放热焊接接地连接
-
导体组合 1 : 2 SOL AWG |
-
导体组合 2 : 2 SOL AWG |
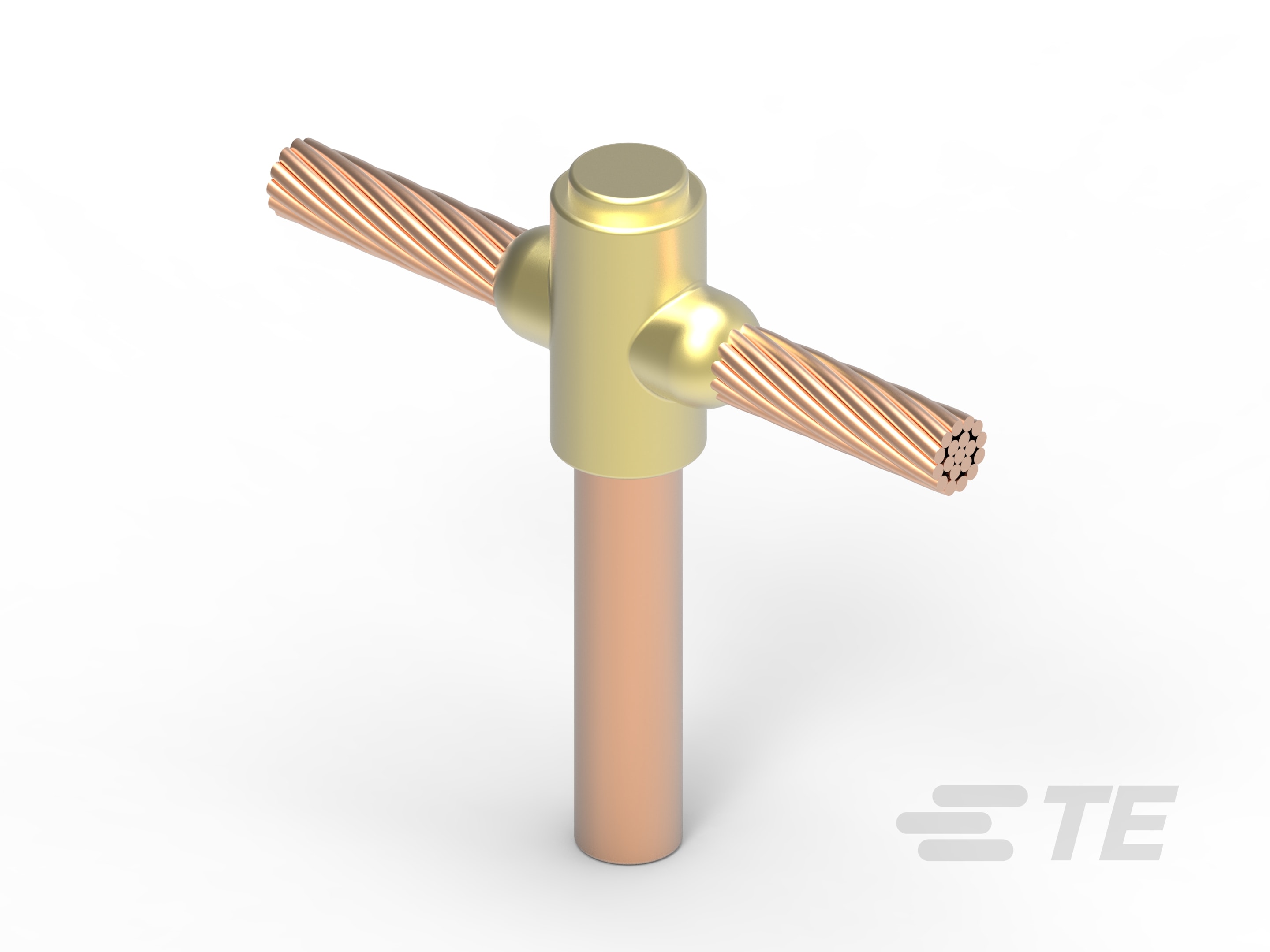
我们的AMP Weld放热焊接工艺是铝与氧化铜之间的一种铝热化学反应。 在该放热反应中,铝将氧化铜还原为金属铜(熔融状态)和氧化铝(炉渣),并释放出大量热量。反应产生的熔融铜用于将导线熔接在一起,从而形成电气连接。这些连接点的额定载流量超过了被连接导体的额定载流量。该连接处的电阻不会增加,且使用寿命将超过所连接导体的寿命。
主要应用包括需要永久连接的电气接地和等电位连接。该工艺也用于电源连接。该技术经实地验证,可提供持久且可靠的电气连接。
我们的AMP Weld放热型接地连接器已通过测试,并符合IEEE 837-2014最新版本所确立的高标准。
IEEE协议包含对每个接地连接进行两次独立评估的程序:
- 机械测试,即通过施加极高的非对称测试电流,使连接点承受严苛的机电作用力。
- 序列测试,即让连接暴露在一系列模拟恶劣现场环境的测试环境中。
测试涵盖了各种导体的组合和配置,包括:
- 电缆对电缆、电缆对接地极以及电缆对结构钢板。
- 三通、平行接头,以及端部或直通接头。
关键特性
- 优质焊接材料
- 旨在实现铜导体的完全熔合
- 严苛环境测试协议
- 按质量而非体积填充的管材
- 双腔管可避免物料的混合与溢出
- 符合IEEE 837 2014版标准
TE的AMP Weld放热焊接连接器系统提供全系列的模具及配件。在此观看产品演示。


常见问题
问:TE的AMP Weld放热焊接工艺是什么?
答:我们的AMP Weld放热焊接工艺是铝与氧化铜之间的一种铝热化学反应。在该放热反应中,铝将氧化铜还原,生成金属铜(熔融态)和氧化铝(炉渣),并释放出大量热量。反应产生的熔融铜用于熔接导体并形成电气连接。
问:何时应使用放热焊接工艺?
答:当您需要为连接应用(如铜对铜、铜对钢)建立永久性电气连接时,应采用我们的工艺。
问:放热焊接工艺如何进行?
答:问:放热焊接工艺如何进行?
答:焊接使用半永久性石墨模具,并配以优质放热焊接材料(粉末)。将放热接地连接器放入打开的模具中,然后使用模具手柄夹具锁紧模具。打开模具盖,将钢盘放入模具中,随后加入焊接材料。将一些原料洒在焊接材料的顶部。盖上模具盖,并将剩余的起始材料倒在盖子上。使用火石点火器引燃反应,整个过程仅需几秒钟即可完成。
问:放热焊接工艺可以在现场进行吗?
答:放热焊接工艺在现场操作简便,且无需外部电源即可进行。我们的放热焊接材料是由氧化铜、铝及合金元素按专有配方混合而成,可产生市场上最高效的可用焊缝金属。
问:用于放热焊接的材料是否便于运输?
答:焊接材料和起爆材料按尺寸分装在双腔塑料管中。两种材料分置于独立的腔室中,确保焊接材料与起爆材料绝不会相互混合。钢盘与塑料管一同装入塑料箱中。这些材料不具爆炸性,也不会自燃。
请查看产品文档或联系我们以了解最新的机构审批信息。
产品类型特性
-
安装技术 放热焊接接地连接
-
导体组合 1 2 SOL AWG |
-
导体组合 2 2 SOL AWG |
结构特性
-
表观检查 是
主体特性
-
导体类型(小) 垂直钢表面 | 实芯铜 | 扁钢表面 | 立式钢管 | 覆铜接地棒 | 钢管 | 铜包钢 | 铜母线 | 铜绞线
-
导体类型(大) 覆铜接地棒 | 铜包钢 | 铜绞线
操作/应用
-
电源元件连接类型 导线到接地棒 | 所有 AMP 焊接模具 | 接地棒到电缆 | 电缆到钢 | 电缆对母排 | 线到线 | 缆到缆 | 钢筋到电缆
行业标准
-
与已批准的标准产品兼容 IEEE 837
-
与机构/标准产品兼容 UL
产品供货情况
-
产品供货情况 美洲